
 VI
VI EN
EN 中文 (台灣)
中文 (台灣)










リフローはんだ付けとは
リフローはんだ付けは、はんだペーストを使用するプロセスです。これにより、1つまたは数千の小さな電気部品を一時的にそれらに取り付けるために使用されます 接触パッド、その後、アセンブリ全体が制御された熱にさらされます。はんだペーストは溶融状態でリフローし、恒久的なはんだ接合を作成します。
リフローの加熱方法には、赤外線方式、熱風方式、VPS(ベーパーフェーズソルダリング)方式がある。
リフローはんだ付けの用途。
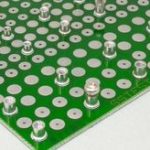
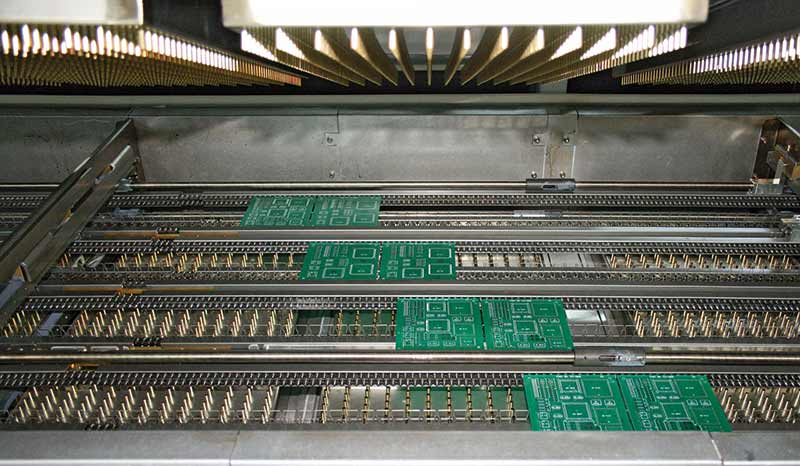
長い工業用対流式オーブンを使用したリフローはんだ付けは、はんだ付けの好ましい方法です。 表面実装技術 コンポーネントまたはSMTを印刷物に 回路基板 またはPCB。オーブンの各セグメントには、各アセンブリの特定の熱要件に応じて調整された温度があります。表面実装部品のはんだ付け専用のリフローオーブンは、次の用途にも使用できます。 スルーホール 穴をはんだペーストで埋め、コンポーネントのリード線をペーストに挿入することにより、コンポーネントを構成します。 ウェーブはんだ付け ただし、表面実装部品用に設計された回路基板にマルチリードスルーホール部品をはんだ付けする一般的な方法があります。
SMTとメッキスルーホール(PTH)コンポーネントの混合物を含むボードで使用する場合、スルーホールリフローは、特別に変更されたペーストステンシルによって達成できる場合、ウェーブはんだ付けステップをアセンブリプロセスから排除できるため、アセンブリが削減される可能性があります。コスト。これは以前に使用された鉛スズはんだペーストについて言えますが、SACなどの鉛フリーはんだ合金は、オーブン温度プロファイル調整の制限と、はんだで手はんだ付けする必要がある特殊なスルーホールコンポーネントの要件の点で課題があります。回路基板がリフローオーブンのコンベヤー上を移動するときに、回路基板に向けられた高温に配線するか、合理的に耐えることができません。対流式オーブンプロセスではんだペーストを使用したスルーホール部品のリフローはんだ付けは、侵入型はんだ付けと呼ばれます。

リフロープロセスの目標
リフロープロセスの目標は、はんだペーストが、特定のはんだ合金が液体または溶融状態に相変化する共晶温度に到達することです。この特定の温度範囲で、溶融合金は接着特性を示します。溶融はんだ合金は、水と同じように振る舞い、凝集性と接着性を備えています。十分なフラックスがあれば、液相線の状態で、溶融はんだ合金は「濡れ」と呼ばれる特性を示します。
濡れは、特定の共晶温度範囲内にあるときの合金の特性です。濡れは、「許容」または「目標」条件としての基準を満たすはんだ接合の形成に必要な条件ですが、「不適合」はIPCによると欠陥があると見なされます。
リフローオーブンの温度
リフローオーブンの温度プロファイルは、特定の回路基板アセンブリの特性、基板内のグランドプレーン層のサイズと深さ、基板内の層の数、コンポーネントの数とサイズなどに適しています。特定の回路基板の温度プロファイルにより、温度許容範囲を超えて電気部品を過熱したり損傷したりすることなく、隣接する表面へのはんだのリフローが可能になります。従来のリフローはんだ付けプロセスでは、通常、「ゾーン」と呼ばれる4つの段階があり、それぞれが異なる熱プロファイルを持っています。 予熱, サーマルソーク (多くの場合、 浸す), リフロー、および 冷却に分けられます。
リフローオーブンの温度コントローラ。
DCL-33A温度コントローラーを使用して、はんだ付けプロセスの実行中にリフロー炉の温度を制御します。 プロセスはコンピューターによって監視されます。